
 Likes:
Likes: Hello Gents,
What worked? What did not? Not trying to reinvent the wheel over here. Would love to see what you came up with!
THX

 Paceline
Paceline


Hello Gents,
What worked? What did not? Not trying to reinvent the wheel over here. Would love to see what you came up with!
THX
Administrator



except for a brief period in the late 80s/mid 90s when i went machine crazy, all of my pipes are hand mitered
using either a 10" or 12" half-round bastard cut file. i budget 35-50 seconds per cut. after that, it's just me
wasting time admiring the fit atmo.
Administrator
ps - asshat me. i just now saw the end of the thread title "...fixtures for bridgeport".
i missed them when i was replying.
VSalonista
You used to be a fixture in CT. That's bigger than Bridgeport.
Rolls with style
Anvil, Sputnik and Brigheli all have mill based set ups. Lots of folks have great success with tube blocks and mill vices or three jaw vices.
Newb
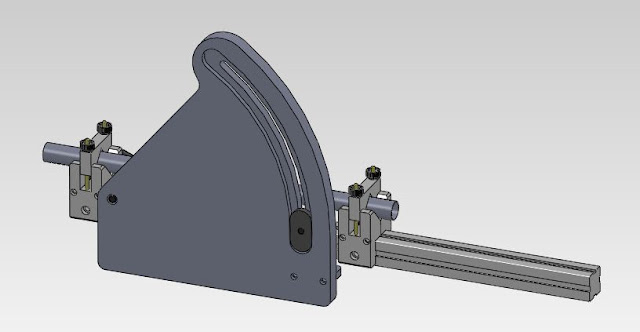
I'm working on one right now - initially I'll put it in the vise, but I'll modify it eventually to bolt right to the table, keyed to the T-slot. It'll have an interchangeable tube holder section (it's based on a Bosch T-slot extrusion I had a bunch of), so I can use it for seat stays as well (it goes to 55 degrees) and possibly chainstays; haven''t figured that part out yet. Not shown is the part that times the cuts on each end to each other; it's not quite as simple as I'd like yet. The V-blocks and the big plate aren't either, but they're made, and no way am I redoing those.
Of course the file is faster (if you're good at it), but it's fun to design new tools! I should be out in the garage right now...
Andrew
Edit - I remembered this one from a machinist's forum I visit. Simple and relatively cheap, but no means of aligning the cuts.

Last edited by Andrew Drummond; 04-17-2011 at 02:15 AM. Reason: added photo
Sock Doping
If you're low volume and work in standard diameter tubes as I do I really don't think you need anything more than tube blocks. The blocks Paragon make are excellent. A dedicated fixture makes sense if you're doing larger volumes and especially if you have a dedicated machine.
-Martin
In the drops
Here is mine. V-blocks in a vise on a rotary table with my mill head turned 90 degrees. I only use this machine for maintubes and chainstays. That bar behind the vise holds a dummy tube that I use to keep the cuts in phase. I like it because I can setup a cut in very little time and walk away and reply to email while it runs.
Grimpeur
Carl, how often do you tip the head of your mill back to vertical? and or deal with lubrication?
Thats pretty much how I do it but I've been in the habit of using two paragon blocks on each tube, set on the flat table and then just rotated a quarter turn in the vise to phase the miters.
In the drops
The machine is dedicated to this process so I never tip the head back but I do make sure it stays lubricated because of it's orientation.Originally Posted by bellman

Newb
This is my approach. I've also made a set of mandrels to insure the TT and DT are in phase . It was alot of work to make all this stuff, but i use it for every frame.
Sparks
Cedarboro cycles
www.cedarborocycles.com
Paceline
thanks for all these ideas everyone. I found a nice bridgeport in a storage unit at the warehouse. I shot the owner an offer of 750.00 and 10 day inspection period. He accepted. I've resisted tooling up and have no machines at the moment. Currently all miters are cut by hand.
How much should one expect to spend on a rotary table? @Andy in post #6 i notice the jaws in the vice. Many non-traditional shaped tubes will be cut, these jaws will be helpful. where can these jaws be found?
I'm a tight wad and worried about all of the hidden costs associated with the bridgeport. tooling, collets, phase converter... yadda yadda.
Any links to used equipment pages? If you were to walk into my shop you'd understand shiny isn't needed. functional is required! ;)
Rolls with style
My set-up - Garro.
Steve Garro, Coconino Cycles.
Frames & Bicycles built to measure and Custom wheels
Hecho en Flagstaff, Arizona desde 2003
www.coconinocycles.com
www.coconinocycles.blogspot.com
Newb
Not found, as far as I know, but made - on your new Bridgeport! They appear to have been inspired by those on Anvil's main tube mitering jig.... i notice the jaws in the vice. Many non-traditional shaped tubes will be cut, these jaws will be helpful. where can these jaws be found?
Andrew
Sock Doping
Pretty cool.
I suppose once into the table is enough to make one think...
Plus the boss hears the machine running when he calls...
Nice big arbor diameter, too.
Paceline
I switched to abrasive belts when I did my first S3 tubed bike. I didn't like the way hole saws worked on the thin tubing. Turns out the belt method also works really well for carbon. I can make whatever mandrel size I need on the lathe too. The tube holding does not have to be too rigid, the load on the tubes is quite low.
back40 bicycleworks
Double Butted
Mine is freaking bomber. I use a digital angle finder to find the angle, um digitally.
Breaking Away
This is my new fixture. It is based on the center of the rotary table and the centering vise has V block jaws. It makes main tube mitering easy.
IMG_20110420_181902.jpg
James Medeiros
Firefly Bicycles
jamie@fireflybicycles.com
Facebook,tumblr
Steher 10000
Newb
Hi -- Nice work! I'm a fan of abrasive mitering as well. Mind if I ask a few questions?
Do you hog out material manually (shears/nibbler/bandsaw) prior, or do you do the entire miter w/ the abrasive?
What do you like for grit/abrasive?
Do you use dif grit/abrasive for carbon than for steel?
Any heating issues w/ resin in the carbon?
THx, JF
Posting Permissions

 Reply With Quote
Reply With Quote



Bookmarks