I couldn't answer the last time. The thing that is missing in the discussions you reference is an understanding of plastic constraint.
In simple terms plastic constraint is a strengthening effect which applies to joints where there is a thin layer of relatively weak* material sandwiched between between two parts of relatively strong* material and the width of the joint is substantially greater than the thickness of the material (eg it has a high aspect ratio). In this case the stress on the joint will largely be absorbed by the stronger material because it prevents the movement of the weaker material. In engineering parlance it constrains the weaker material from entering plastic deformation, hence the name plastic constraint.
For more information on this,
Google “Plastic Constraint Brazed Joint” and read the extract of the book
Advances in Brazing Science Dušan P Sekulić, Elsevier, 2013.
The upshot of this is that simply comparing the tensile strengths of the two materials and saying that you’ll need four times as much of the one that’s a quarter as strong ignores what’s actually happening in the joint**.
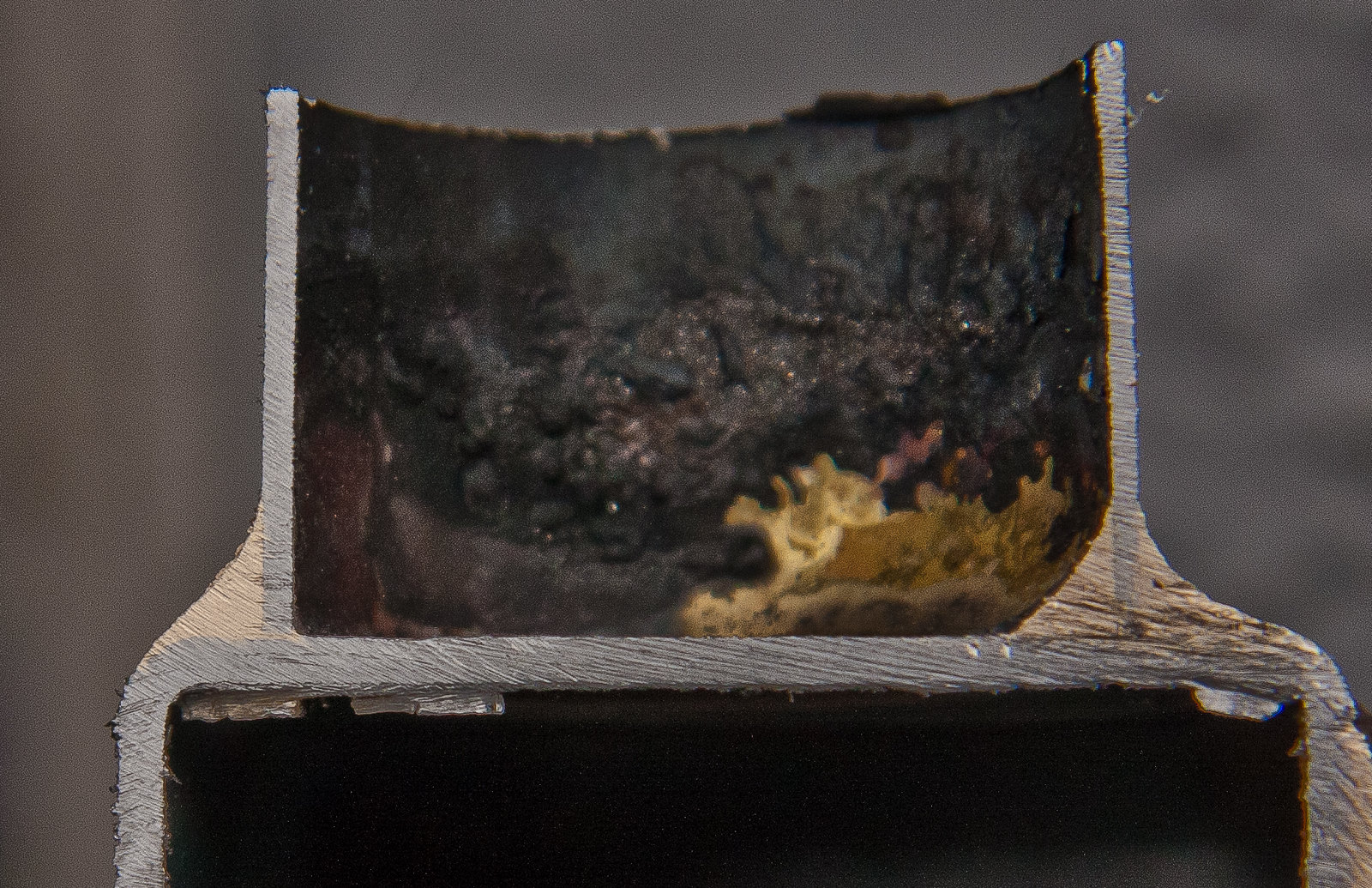
If you doubt that plastic constraint applies to a fillet brazed joint, look at Dazza's cutaway here:
24838714940_430464f03e_b.jpg
The strip of brazing alloy in the actual joint between the two tube members has an aspect ratio of about 16 : 1 by my rough measurement, more than enough for plastic restraint to apply. Yes, I know you're not Dazza and neither am I but we should all be aiming for mitre fit up this good: it's not just aesthetics, it's good engineering.
* Weak = lower stiffness and lower strength, strong = higher stiffness and higher strength.
** and it also completely ignores the stress path and the difference between extensional strength and shear strength, but that's a different discussion.


 Likes:
Likes: 





 Reply With Quote
Reply With Quote



Bookmarks