
 Likes:
Likes:
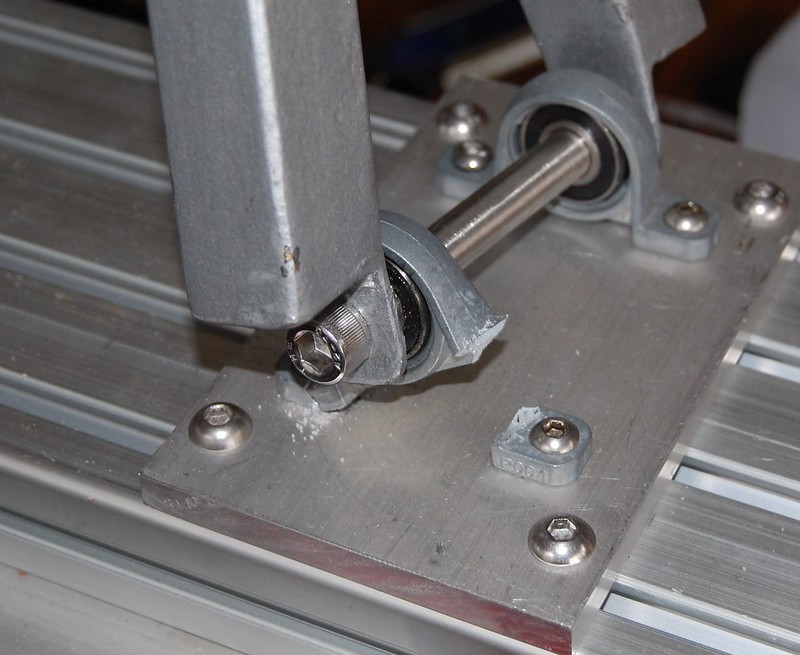
Bolt Fatigue
One of the pedal stub bolts failed: a textbook case of fatigue failure (note granular surface).
This is an M10 mild steel bolt loaded in shear, in retrospect a poor choice. I'll take it up to M12 and use an 8/8 or 12/9 rated bolt.

 VSalonista (docendo discimus)
VSalonista (docendo discimus)



Bolt Fatigue
One of the pedal stub bolts failed: a textbook case of fatigue failure (note granular surface).
This is an M10 mild steel bolt loaded in shear, in retrospect a poor choice. I'll take it up to M12 and use an 8/8 or 12/9 rated bolt.
Mark Kelly
VSalonista (docendo discimus)
One of the many hurdles faced when doing something new is to try to prove that its safe and reliable. In the bicycle world a reasonable proxy for this is to pass ISO 4201, of which Part 6 is relevant for road frames. If you are seriously interested in this youll have to buy the specification from your national standards organisation but if your interest is only casual you can refer to the older EN 14781 - the ISO simply adopted the EN as usual.
Im concentrating on the pedalling forces fatigue test first as that seems to be the hardest to pass. If you have a look at the standard linked above youll see that this test requires the pedalling forces to be applied at an angle of 7.5 degrees from the vertical to a point 150mm out from the centre line on a pair of 175mm cranks each pointing downwards and forwards at 45 degrees. The force, specified at 1100N, is applied to each pedal 100,000 times: roughly the equivalent of Marcel Kittel unleashing his stage finishing sprint and then doing it again 8,000 times.
Since I dont have a Marcel Kittel on hand Ill have to substitute air cylinders, a quick look through the manufacturers specs suggests that with a practical max pressure of 700 kPa Ill need a 50mm diameter cylinder. Since the 1100N is applied at 150mm at 7.5 degrees that computes to a net torque of 163 Nm. This should mean that the net deflection at the cylinder is fairly small but in practice all the joints specified by the ISO method allow the frame to move in the jig, so a stroke length of about 50mm is required.
In theory I could rely on the product of air pressure and cylinder area to achieve the specified 1100N but I decided to instrument the set-up with a pair of strain gauge force transducers so I could be sure I reached the spec. Although button style transducers would be easier to accommodate I found a pair of 2500N beam style transducers complete with calibration certificates available locally so I bought those and made some adapters to allow them to work with the simple thrust force as specified. I had initially planned to fabricate my own strain gauge amplifiers to interface the transducers to the PLC but again I found a couple of commercial units off the shelf for a good price so I bought those.
I went into this expecting to have to deal with an industrial spec PLC and progam in ladder logic (yes Im old enough to remember how to do ladder logic). Whilst looking for a suitable PLC I came across the new Velocio ACE PLCs These things are as cheap as chips so I thought I would give one a go: with digital only inputs they are as low as $USD50 each, I needed analogue input capability to handle the output of the strain gauge amplifiers so I ended up with a higher model, even so it was $USD150.
That price includes integrated software for programming via a USB cable. With industrial units the programming software and interface kit is usually an expensive add-on, on the theory that the end user usually doesnt need it. I was even more pleasantly surprised to find that besides the unit being fully compatible with ladder logic it also has a native graphical flowchart programming interface. I learnt enough of this to get myself into trouble: the programs basically worked but had small flaws that needed debugging: as an example I included what I thought was a simple step counter that would tell me how many cycles the machine has performed on any given test and I simply couldnt get it to count. Fortunately the online help people at Velocio are both very good and very patient, they soon had the programs running the way I wanted (it turned out I had too many instructions on that state line so the program was ignoring the last one which happened to be the counter).
If this sounds like a bit of a rave, it is. Ive worked with many industrial scale units and within its I/O capabilities this things trounces the lot of them for ease of setup and use, whilst being a fraction of the price. If I needed more I/O capabilities than this unit has (12 analogue in, 12 digital in, 12 digital out) Id look at one of their Branch units, as the name implies these can be set up as a branched distributed controller.
One caveat: if I did this again, Id be very tempted to change to one of the Ace embedded PLCs and use it to make a single board solution encompassing the strain gauge amps, coil drivers and power supplies.
A minor complication is that the PLC uses open collector outputs with a 200 mA current limit. Since that was below the peak current draw of the 12V solenoids for the pneumatic actuators I wanted to use, I decided to implement a MOSFET interface to protect the PLC outputs. An alternative would have been to use 24 volt solenoids in the actuators which would halve the current load: the PLC outputs can handle up to 30V DC.
These were all mounted in a simple Hammond 155 series aluminium enclosure. Since the load cells require a four wire interface I used a single D9 subminiature connector for both. The interface for the coils is a JIS 4 pin microphone connector. These were both chosen because they are simple, reliable and cheap.
Control Box_2
More on the physical construction next up.
Mark Kelly
VSalonista (docendo discimus)
Pillow Block
Broke another part of the tester, again in retrospect having the load straight up through the bearing block was a mistake, fortunately an easy one to fix.
What this is driving home is how amazingly refined a structure the bicycle is: these loads are all going through the frame under test (that being rather the point) and it is shrugging them off.
People with experience in composites testing tell me that if a composite structure is going to fail this kind of test it will do so early, so hopefully now it's just a matter of accumulating the numbers.
Mark Kelly
Slide to the back

So what did you deduct from the testing?
Bill Fernance
Bicycle Shop Owner
Part Time Framebuilder
Bicycle Tragic
VSalonista (docendo discimus)
Sorry Bill, didn't see your post.Originally Posted by progetto

I deduced that my calculations are at least in the right ball park and that my tube layup techniques and bonding techniques are adequate for the task.
I was confident this was the case already but it's nice to have numbers on it.
Mark Kelly
VSalonista (docendo discimus)
Well the first round of testing is finally finished, the bike made it through without problems.
The tester itself: not so much. It got rebuilt half a dozen times as various bits broke or failed.
A couple of these were due to poor design choices on my part but mostly they came down to a simple phenomenon, one of those things that’s retrospectively obvious: when subjected to 200,000 pulses of intense mechanical energy, everything that can shake loose, will.
The first time this happened was the bolts that held the “pedal” stubs onto the “crankarms”.
Yes, you've seen that pic before.
At first I thought I’d underspecified the bolt but I looked again at the failure location and recalculated the joint stress to find that the joint would be fine as long as it stayed tight. Once it worked loose the bolt became a cantilevered beam and the calculated shear stress became a combination of shear and bending stresses which caused it to fail prematurely. This was simple to fix: I replaced the bolt with the same size bolt in a higher tensile grade (8 / 8) which would take enough torque to prevent it loosening (I also checked it every 20,000 cycles just to be sure).
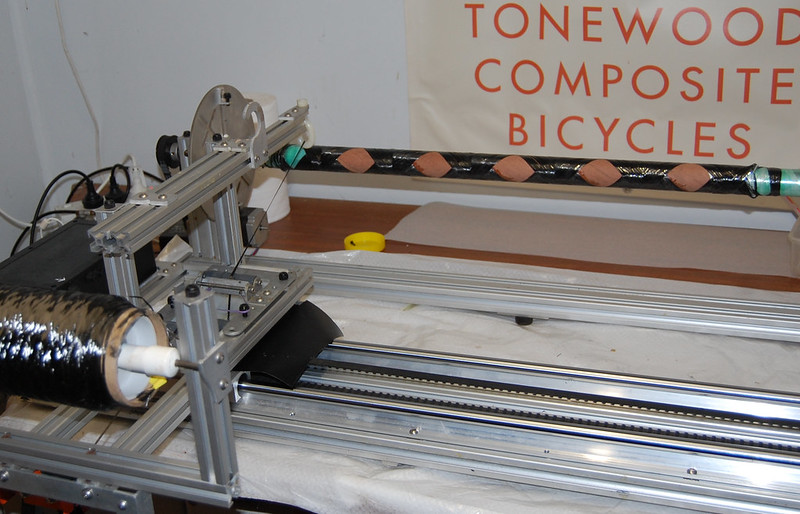
The next was the front “hub”, which I’d made from a couple of pillow block bearings (to meet the requirement in the ISO standard for the fork to be able to rotate in one degree of freedom). Again what seems to have caused the failure was that the anchor bolt at one end became loose so the force on the other end transitioned from simple shear to a complex mix of bending, torsion and shear which made short work of the bearing mount.
Yep, seen that one too.
I fabbed up a couple of simple angle brackets with a bronze journal bearing to replace the pillow blocks and changed the mounting bolt location so the mounting bolts doubled as the location adjustment bolts and mated with T nuts under the plate, making any loosening immediately obvious.
The next source of problems was the cylinders themselves: although the 50mm cylinders were able to generate the force required (1100N) the pressure required to get there is within the hysteresis band of the compressor’s pressure control (approx. 700 to 800 kPa). This led to a problem whenever the compressor cycled out on full pressure: as the tester kept running the pressure in the compressor tank dropped which eventually caused the tester to hang as it hadn’t reached the force setting (if you remember from part one I instrumented them with strain gauges).
This meant there was no air demand on the compressor so the pressure never dropped enough for the compressor to restart. My makeshift solution to this was to add a small static air bleed so eventually the pressure dropped and the compressor restarted; this is very wasteful of air and energy. My longer term solution was a pair of 63mm cylinders which provide full force at less than 500 kPa.
I think that continually running the cylinders so close to their max design pressure also contributed to elevated wear rates: one of them started wheezing alarmingly at around 60,000 cycles and finally spat a seal at 83,000. This of course happened on a Sunday when nothing was available: fortunately I managed to bodge up a seal using some Teflon foam tape that’s been sitting in my shed for literally nearly twenty years. By 95,000 cycles we were wheezing again but we made it through the last few thousand eventually.
Update: the cylinders have been uprated, I’m now using a pair of 63mm bore SMC cylinders, this will have the added benefit of readily available spare parts. I’ve ditched the two cheap 50mm cylinders and will use one of the short stroke Festo cylinders for the brake force test.
Cranks
I blatantly stole this method of fixing a crank to an axle from the old German brewhouse I used to run in Fremantle which used a similar arrangement on the spent grain removal system. I used this as I could fab it to reasonable tolerance without machine tools: I got the arms and bosses laser cut from 10mm steel, drilled and tapped the interface holes and bolted the thing together. The first version shook loose after only 50,000 cycles.
The mistake I had made was to design in the use of 6 mm bolts (10mm heads) on the grounds that they had more than enough shear strength to transmit the required load: I hadn’t taken into account the need to torque them down hard enough to prevent them loosening. I found that 8 mm bolts would take enough torque but there simply wasn’t enough room to fit them: I’d set the bolt circle diameter too close to the axle diameter on the assumption that the 6mm bolts would be OK. The solution to this was to add a third bolt and make that one 8mm.
Drive Side
The connection from crank to axle is a simple piece of 12mm allthread with a coupling nut and a 12mm rigging turnbuckle. The standard mandates that the fixing be able to rotate so I used tie rod ends at the fixing points. For this arrangement to work one of the tie rod ends has to be left hand threaded but they’re not hard to find. This never failed but the use of standard tie rod ends (which are quite short) meant that the coupling nut was very close to to chainstay at the axle end.
This caused some cosmetic damage but seemingly nothing structural: the frame survived this torture test, I've built it up again and it rides just as wonderfully as it always did.
Mark Kelly
Steher 10000
Funny - I rebuilt #2 (well, your #5) yesterday after a brief stint loaning the parts to something else. I thought *exactly* the same thing on today's ride!
VSalonista (docendo discimus)
Interesting article on The Conversation today, opining that Lyrebirds really can dance.
Since they're the largest songbird with the most complex song it makes sense that they also have complex courtship behaviours.
BTW the lyrebird in the main article is an Albert's (the rarer northern species), the one in the vid is a Superb.
Mark Kelly
VSalonista (docendo discimus)
Back to bikes rather than birds:
I've had some time to think about the concept of production testing for small FBs and have come up with something I think will work, and this time no-one will have to get nailed to anything.
For details, see the thread on testing but in a nutshell I am going to test all frames in house using the ISO4210-6 methodologies for pedalling forces fatigue, frontal forces fatigue and the impact tests before delivering them. The fatigue tests will be curtailed to 10,000 cycles, enough to assure me there are no material flaws but not enough to affect longevity
Addendum I just thought of: since the standard specifies that the deflection under load during the life of the test be measured*, it should be possible to correlate that with the more common static torsional stiffness metric. It should be more useful since it's dynamic.
* this is to catch metal frames failing by bending under load. It's close to useless for composite frames which don't bend.
Mark Kelly
Paceline
Hey Mark, I'd be keen to stick a frame on your fatigue machine. Would you be offering this up as a service?
Warwick Gresswell Bicycle Designer, Raconteur and now.....Framebuilder.
Wolgich Composites
BCBA - Bespoke Carbon Bicycles Australia - Facebook Group
VSalonista (docendo discimus)
shimano-dura-ace-Di2-review-12-625x417.jpg
Our own Rich the Roadie reviewing the latest Dura Ace componentry on Cycle Exif: Zapped: Shimano Dura-Ace R915� Di2 Review | Cycle EXIF
Mark Kelly
Rouleur
I saw Rich out on his Lyrebird this morning. I went to some effort to see what brand it was as it just looked like a very nice bike. And then i noticed the wood.
What do you use for a fork? Is that wooden or some enve thing?
Steher 10000
It was great to be back on it, too - I forgot how damn good a bike it is.
The fork is a painted carbon number that I had spare from an old build - I think it’s a Chinese brand, but it looks to be almost exactly the same as the one Curve use and sell. I painted it along with the stem to match.
Where did you see me? I assume you were in one of the groups on the way up the beaches?
Rouleur
We were behind you from Collaroy, but i didnt realize it was you until just before we turned off to Akuna Bay. Saw the frame, then the gloves and the shoes finally sold it. That was a lot of red lights!
Steher 10000
Man, I haven't hit that many on one ride in *months*! Hope you had a good ride despite the rain.
Rouleur
One crossed the road in front of us at Akuna Bay this morning, so yes it's possible.
Colin Mclelland
Steher 10000
I came back in here looking for some information about something else. Reading through this stuff, I came across this comment I made:
I just wanted to chime back in and say, having been back on this bike recently, that is still very true.
If it werent for already having been offered an ambassadorship for a local custom builder, I would be seriously considering asking Mark to build me a disc road bike right now...
VSalonista (docendo discimus)
Beginning at the very beginning....
Shiny
Newly polished and waxed mandrels, ready to start making tubes for Colin's bike.
Mark Kelly
VSalonista (docendo discimus)
It's been a very slow week: it wasn't until my hard drive crashed that I realised how dependent I am on a computer now.
Strips_wound
Released
Trimmed
Although the tube centres are structurally the least important part of the process, they are the base for everything else, so they have to be true with a clean flat surface, free of irregularities that would cause fibre distortions in the carbon layers.
Doing this with wood takes a bit of care and patience.
Mark Kelly
VSalonista (docendo discimus)
I made some modifications to the filament winder, getting rid of the old carriage which had never tracked correctly and designing my own using a couple of linear bearings.
Winding_2
Works a treat but it will be very sensitive to contamination (epoxy and bearings don't play nice together). I've added a piece of ECTFE sheet as a bearing guard, so far it's working well
Winding_1
The result is very pleasing: the winding is even and regular, looks like the bought stuff.
Wound
BTW that's my homemade recalcitrant mandrel extractor behind it: about 5 cm^2 of thin paper tore off between the mandrel and the tube, enough to make extraction by hand defeat me.
Mark Kelly
Posting Permissions


 Reply With Quote
Reply With Quote








Bookmarks