
 Likes:
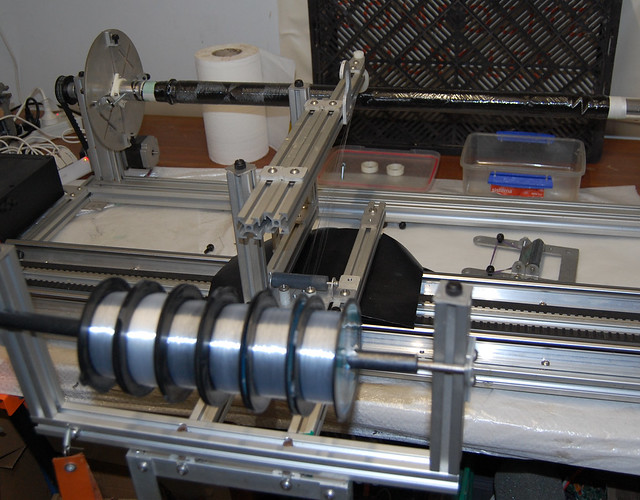
Likes: Still making main tubes, time for the lateral strips:
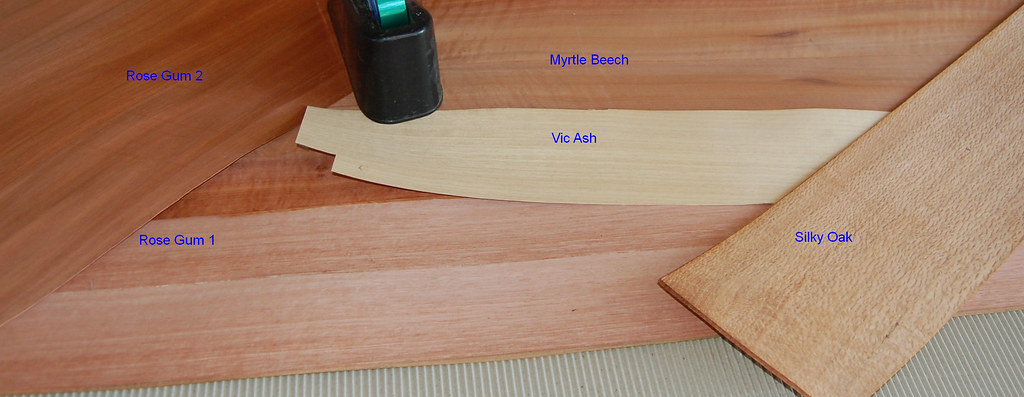
Lateral strips
The strips are Victorian mountain ash (Eucalyptus regnans), the world's tallest hardwood.
Laterals wrapped
All shrinkwrapped up and ready for the oven.

 VSalonista (docendo discimus)
VSalonista (docendo discimus)



Still making main tubes, time for the lateral strips:
Lateral strips
The strips are Victorian mountain ash (Eucalyptus regnans), the world's tallest hardwood.
Laterals wrapped
All shrinkwrapped up and ready for the oven.
Mark Kelly
Steher 10000
VSalonista (docendo discimus)
Thanks Rich.
I'm including a lot of detail as I have made a couple of changes to the process. One which I forgot to flag last week concerns the way the filament winder is used, I'll call it out when the 2nd wind is done on these tubes.
Mark Kelly
Rouleur
I just love seeing the process!Originally Posted by RichTheRoadie

VSalonista (docendo discimus)
Boron
The strange looking semi-metallic sheen is due to a strange semi-metal: boron.
From bottom to top: base tube, boron laterals, shrinkwrapped ready for oven.
Boron is incredibly strong in compression because it is far more resistant to buckling than carbon. This same property means it will not conform to an uneven surface, thus explaining the fuss earlier about making sure everything is flat and even.
Oh, the peg stops the tube rolling, nothing more.
Mark Kelly
VSalonista (docendo discimus)
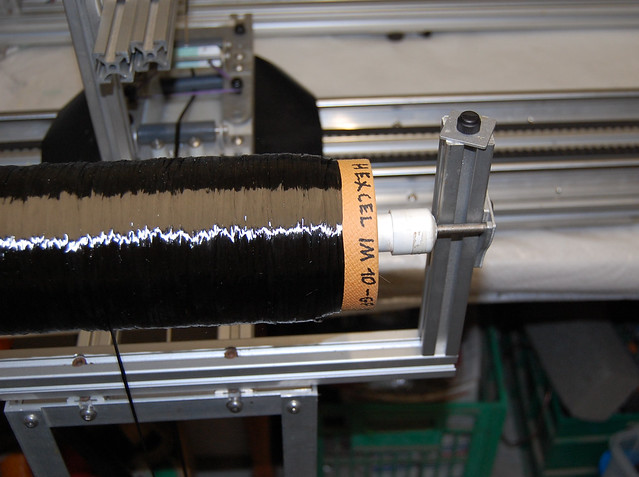
2nd filament wind, this one using Hexcel IM10, the highest strength fibre commercially available.
IM10
I promised I'd talk about some of the small changes in technique. Several of them are to do with keeping the interface between layers as flat as practicable, mostly by grinding off any unevenness: you can see in the next pic that the slight excess of epoxy left by the shrinkwrapping process on the surface of the boron fibre has been ground flat:
Winding_Layer_2
On the boron layers this is incredibly easy: boron lies dead flat and the fibre is harder than the abrasive grit on the grinder so I simply grind until the abrasive starts to slip.
On carbon it is a lot more difficult: the carbon layers are never perfectly even and carbon is relatively easy to cut. The solution I've developed is to wind the filament at a pitch about 15% shorter than full coverage would require, then grinding until the surface is even.
For this to work I have to compress the carbon wind as consistently as possible and I found that shrink wrapping, although it works perfectly well for the more rigid materials such as the wood laminae and the boron, doesn't cut it for carbon.
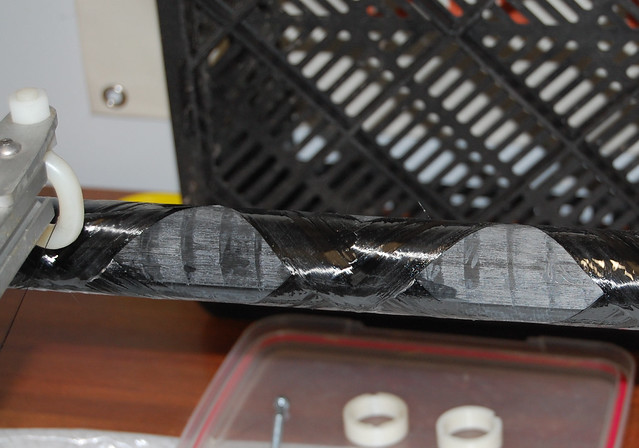
Since the compression is basically radial, I changed to using 6 reels of 0.3mm fishing line and tensioning by hand (you can't see the hand because it's taking the pic). Note how the bound part (to the left) makes the winding pattern more evident.
Binding
This leaves a carbon surface and tiny epoxy ridges which are easily knocked off by scraping back with a hard edge. I then grind down by about 10% of the laminar thickness and end up with a very even flat surface onto which to bond the next layer.
Mark Kelly
VSalonista (docendo discimus)
Time to check that everything is about right:
First fitup
The reason for the bits of purple tape will become obvious later.
BTW that headtube is just a placeholder, I had to start on another one as I cocked up the headset interface on that one.
Headtube 1
Mark Kelly
VSalonista (docendo discimus)
VSalonista (docendo discimus)
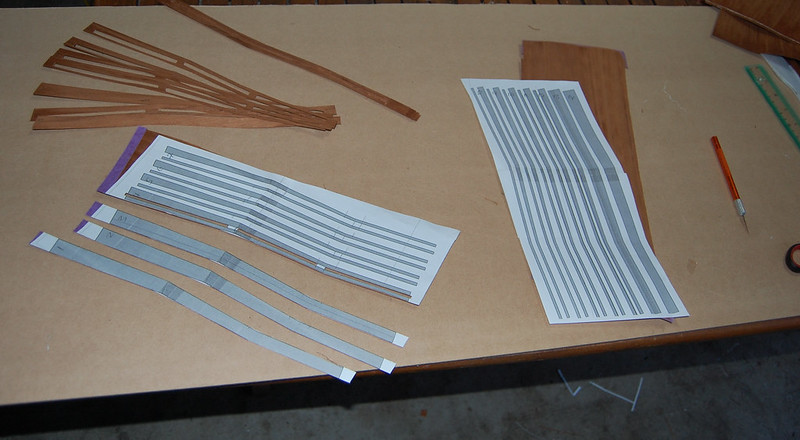
New process for making the cores for the chainstays, forced upon me because the previous methods wouldn't cope with the bends and angles involved.
I tried to do it with my 3D printer but I couldn't generate an acceptable result. It occurred to me whilst watching one of the failed attempts that the machine prints in layers of 0.3mm and the wood laminae are only 0.6mm, so with a bit of application I could become the human 3D printer:
Human 3D_1
First, cut all the strips. The doubles are to accommodate internal cable routing
Human 3D_2
Stack the strips on top of one another, bond them together, rerout the internal channel then line it with epoxy / glass for waterproofing: moisture ingress is the #1 enemy of wood cored carbon structures.
Human 3D_3
Bond the clamshells together, making sure the routing is not obscured.
Human 3D_4
Bulk out with end grain balsa
Human 3D_5
The final result will require some filleting and sealant on the end grain balsa then it will be ready to wrap
Mark Kelly
VSalonista (docendo discimus)
Meanwhile the main tubes are mitred before bonding, reasons will become obvious later.
Head tube mitres
The green tape is proxy for a 0.1mm epoxy bondline
Mark Kelly
Rouleur
Funny, i would have bet good money that you finalised the tubes with the timber leaves before bonding them. Thats me wrong then.
Im very curious to see what happens next!
Colin Mclelland
VSalonista (docendo discimus)
Yes I (mostly) do.
My comment about mitring before bonding was badly written, the mitring is done well before the bonding takes place. I need the mitres within 1mm of where they will eventually be so that the ends of the external leaves can be correctly placed and by the time I get them that close it is easier to just finish the job.
I placed the first leaves today, a pic tomorrow will make some of this clearer.
Mark Kelly
VSalonista (docendo discimus)
penultimate layer
Next to last layer on the main tubes.
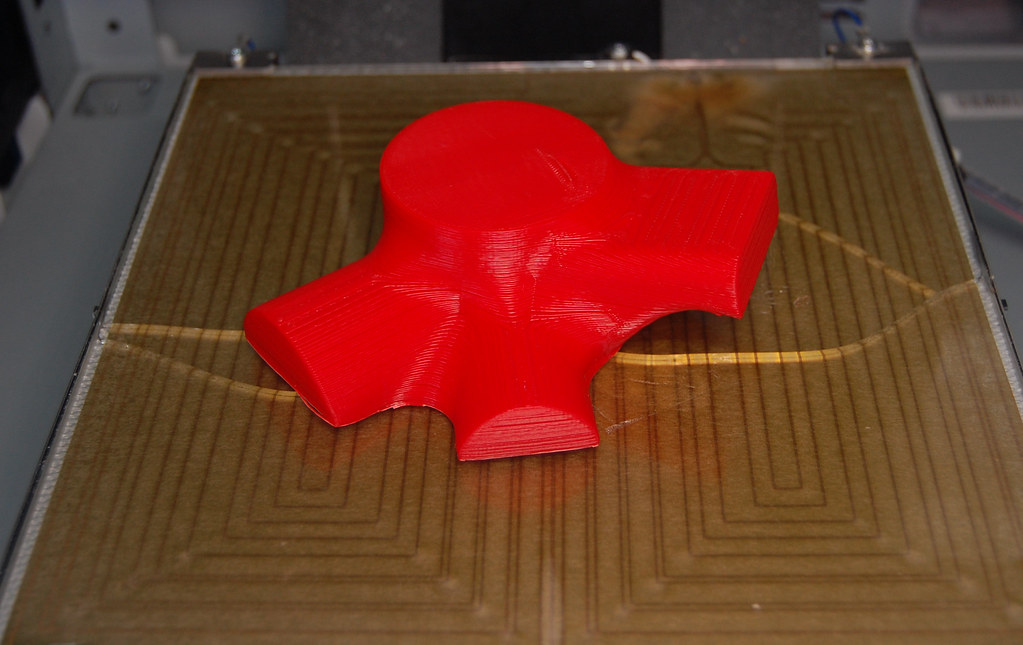
Mould_1
3D printed mould for the BB shell half lug. Yes, it cracked the bed plate when cooling: I can’t seem to win a trick with this 3D printer.
Bugger
The end result :
BB_shell_1
These things took a good three days to make: there are over 100 individually cut pieces of carbon prepreg in them.
Logically, the shaped ends on the wooden layers on the tubes fit to the points on the lugs which explains the fuss over getting the mitres right before finishing the tubes.
Mark Kelly
VSalonista (docendo discimus)
I realised once I'd unmoulded these that I've created a lovely stress riser at the bottom of the vee on the lateral sides of the tubes.
Time to start again.
Mark Kelly
VSalonista (docendo discimus)
Mark Kelly
VSalonista (docendo discimus)
Transformation,
Lustre
it, not is.
I can spell, really.
Mark Kelly
Newb
Those glass plates are fragile, and tend to break when they are too slim.
If you can fit it, go get a borosilicate plate 1/4" thick and avoid the pain. You can get a piece custom cut at a glass place. Ask for the same glass they'd use on a fireplace. Honestly, at 100C, you probably won't break a soda glass sheet either, so check the price and choose whichever makes sense.
Also, I like to use hair-spray on the plate to ensure better adhesion. I think it also limits maximum plate adhesion because I haven't broken one in a LONG time. Try Aquanet Extra Super Hold, or anything with an acrylate copolymer if you can't find that one.
Oh, and the lugs look awesome.
Derek Anderson
Army Of Evil Robots – Home Pub Furnishings
VSalonista (docendo discimus)
Thanks for the tips. The glass bed has a flexible heater attached to it, the manufacturer sells them as a pair and sees fit to charge $150 for a $5 piece of glass with a $10 heater attached to it.
If I replace it again I will try your method.
I have solved most of my problems by using kapton tape on the bed and laying the adhesive on it but I will try the hair spray trick.
BTW I love your stuff, whereabouts on the Sunshine Coast are you? My mother lives in Mapleton.
If I may return the favour, most of your problems with epoxy seem to stem from using ambient cure with no vacuum.
Your life will get much easier if you build yourself a temperature controlled box and invest in a vacuum pot. Use a slow cure clear epoxy like ATL R246 ( based on the Gold Coast) with one of their slower hardeners (I can't remember the numbers as I use the fastest hardener as it gives the highest Tg). Mix it well and place it in the vacuum pot and pull it down to full vacuum for 10 minutes. Make up the workpieces and place them in the oven to cure at a profile that suits the epoxy (it will be called out in ATL's data sheet).
Also if you need surface treatment don't sand, scrape. A brand new Stanley knife blade works a treat. Once you have the surface dead flat recoat it with Northane 2 pack polyurethane clear gloss, should be available at your local boat repair place. The Northane can also be scraped flat but make sure it is totally cured first.
Mark Kelly
Rouleur
For some reason I didn't notice any of those...
I can read, really.
Colin Mclelland
Newb
^ That all works too. If you do want to replace that glass, you can usually get those flexible heater sheets on aliexpress for nearly nothing if you want to try home-building it, example: 24V 25mm 2W Square kapton film flexible heater-in Motor Driver from Home Improvement on Aliexpress.com | Alibaba Group , but it might mess with the PID tune for the printer. If the wattage and voltage match, you're probably golden, and there are lots of other elements on that site (click on heater pad on the left side of the listing).
Thanks. Other Sunshine Coast though; we're on the less known one west of Vancouver. Great mountain biking (google the coastal crew).
Ha; just built one this summer. Monster 250 litre chamber that can fit several bar-stool tops. Although it turns out that the wood outgasses badly, even if you seal it in advance :O Still works for de-gassing the epoxy just fine. I'll take a look at that epoxy you recommend though... We're using some furniture specific stuff, but it's open time is only 30 minutes, and it's also VERY sensitive to temperature (22C +- 3 degrees ambient, or it hazes like crazy).
Hmmm. How nasty toxic is that stuff? I have been leery of a lot of the better polyurethanes because they have terrifying MSDS docs. I would love to find a decent urethane that doesn't sound like it'll melt my eyeballs and give me cancer in one go. Agreed on the scraping. That's my go-to for tricky wood surfaces too, and we have a broad selection of scraping tools/planes.
Posting Permissions



 Reply With Quote
Reply With Quote












Bookmarks